
Danjon is a manufacturer of deep hole drills and rifling buttons. We provide single flute gun drills, two fluted gun drills, detachable head gun drills, polycrystalline diamond, speed drills, replaceable tip gun drills and step gun drills. Our replaceable tip gun drills provide a quick change of the cutting edge similar to replaceable inserts on turning tools.

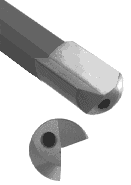
Both single flute and double flute gun drills are designed to permit the flow of coolant through the shank under pressure, permitting chips to flow continuously, lubricating the tool and prolonging too life.
Practically all machinable materials can be gun drilled. In addition to common metals, exotic alloys and heat treated metals can be drilled with Danjon gun drills where other drilling methods fail.
Soft materials such as wood, graphite, plastics, pre-sintered carbides are now efficiently gun drilled, often using air as the coolant and flushing medium.
Danjon single flute gun drills are custom designed to meet your drilling requirement and are offered at competitive prices. To us, there is nothing special about any diameter or length.
Shallow hole or deep hole, a gun drill will produce holes that are consistently size controlled with a surface finish in the low micro range.
In addition to the standard gun drill configuration, we work closely with clients requiring special shapes such as, steps, precision trepanning, tapers, radii, etc.
Single flute gun drill sizes available:
A. Solid Carbide: .0937” thru 1.250” diameter.
B. Inserted Carbide: 1.000” thru 3.000” diameter.
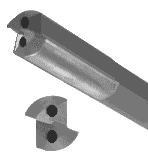
Two flute gun drills permit feed rates considerably faster than single flute drills in cast iron and nonferrous metals. They can produce precision short and long holes from the solid, or enlarge previously drilled or cored holes. As with single flute drills, they too can precision drill, thru holes, blind holes, and holes that intersect cross-holes. In operation, the two flute gun drill is guided into the work through a bushing. Pressurized coolant is directed through the tubular body, the two holes in the carbide tip, into the cutting area where the chips are removed and exhausted along the flutes.
Recommended drill speeds are 150 sfpm for malleable and nodular iron, 200 sfpm for cast iron, and 600 sfpm for aluminum and bronze. Feed rates range from 0.004 to 0.010 ipr. Coolant is usually sulphur-chlorinated oil or water soluble coolants at pressures from 150 to 1,000 psi depending on tool diameter.
Two fluted gun drill sizes available:
.250” thru 1.750” diameter.
PCD tipped gun drills offer tool life up to 5-8 times greater than solid carbide gun drills when drilling nonferrous metals and abrasive nonmetallic materials. These drill are .093 to 3".Price and delivery upon request.
For your NC and CNC drilling needs, look to our carbide two-fluted coolant fed drills. These drills achieve penetration rates up to 3 times those of common HSS twist drills. These drills differ from our two fluted gun drills affording more chip space and permitting ferrous and nonferrous materials to be drilled.
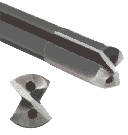
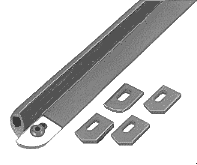
Replaceable tip gun drills developed by Danjon are second to none. These drills provide a quick change of the cutting edge similar to replaceable inserts on turning tools. The drill does not have to be removed from the machine, saving considerable setup time and increasing production. With a serrated grooved pocket and insert, we are controlling repetitive sizing within .0002. These tools are presently being used by leading manufacturers and are growing in acceptance.
Drill sizes for this tool are from 3/4" to 3" diameter.
Step gun drills consistently produce holes concentric within .0005. The depth of the smaller diameter and the relative diameters are the limiting factors when designing this type of drill.
Catering with equal enthusiasm to the needs of gunsmiths with a one or two man shop, to those of the largest manufacturers has contributed to the worldwide acceptance of rifling buttons produced by Danjon Manufacturing Corporation.
Danjon's reputation has been maintained by continually improving the quality and reliability of our buttons since we started producing them over forty years ago. Perhaps no greater witness to this is that our only form of advertisement has been the recommendation of our buttons from one barrelmaker to another. From just a few customers in the Eastern United States forty years ago, our buttons are now being used by barrelmakers in Europe, Asia, and Australia as well as the U.S.A. We have been successful in pleasing the manufacturers of mass produced 22's and the winners of Olympic and other international shooting events alike, and every one in-between.
Our buttons have been used to rifle calibers ranging from .12 caliber guns to 40 MM cannons, for qualifying or improving the finish in cut or broached barrels, for sizing and smoothing shotgun barrels, and recently to size and finish holes in other industrial products unrelated to firearms. Our most recent improvement is to coat our buttons with Titanium Nitride, which greatly increases their usefulness.
We can supply carbide buttons that can be pulled, pushed; that will rifle and bore size singly, in tandem, or simultaneously depending on customer preference; with any number and shape of lands and grooves within physical limitations; with twists from 1 turn in 3 1/2" to straight; and , of course, made to tolerances within .0002" and with a surface finish better than 4 Micro.

Danjon is a manufacturer of deep hole drills and rifling buttons. We provide single flute gun drills, two fluted gun drills, detachable head gun drills, polycrystalline diamond, speed drills, replaceable tip gun drills and step gun drills. Our replaceable tip gun drills provide a quick change of the cutting edge similar to replaceable inserts on turning tools.
Depending on the type of steel being used and the technique of the barrel maker, a button may produce 20,000 or more barrels before wearing undersize. Also, when you consider it only takes a button about 25 seconds to go through a rifle barrel, manufacturing costs are very favorable with this method.
Due to increasing demand for accuracy in gun barrels, we also produce, in addition to the solid gages, (conventionally used for Go, No-Go checking of bore or groove diameters, or rate of twist) carbide, helically guided air gage probes that precisely measure the actual bore or groove diameters and indicate any variation within the barrel.
In addition to drills and buttons, we can also supply bore reamers of the highest quality.
A cost savings can be realized by retipping gun drills that have worn or damaged tips. Resharpening service is available with a quick turnaround. Prices available upon request.
For some applications, tool life can be markedly increased with this coating.
New and used gun drilling machines are available from various machine distributors. In addition, other machines such as lathes, drill presses and boring machines can be converted to gun drilling by installing a coolant pressure system. These systems are specifically designed to develop the coolant pressures required for gun drilling
Sharpening
Lubricants
Speed and Feeds
Special applications and fixturing
Prices and delivery

Please feel free to call upon us for any assistance that you may require.